cnc turned parts-Keats Vee Angle Plate
Source:shengfe Date:2018-08-21 14:50
cnc turned parts-Keats Vee Angle Plate
The Keats Vee angle plate is mounted on the faceplate and is used to hold round bar, square bar and miscellaneous castings such as cylinders and steam chests. The angle plate can be mounted anywhere on the faceplate as long as the lathe can
be rotated safely and is in balance. When spun by hand, the faceplate should not show a tendency to stop at any particular place; when run under power, the lathe should not vibrate.
As well as holding bar and castings for turning, the Keats Vee angle plate is very useful for making eccentric components such as the eccentrics for a steam engine. To turn an eccentric, use a test indicator to check that the round bar is running
reasonably true. When this is satisfactory, you can turn the outside diameter of the bar to fit the eccentric strap (or component), including any step or groove required. Next, offset the Keats Vee angle plate by the amount you want the eccentric ‘throw’
to be. Use the dial test indicator to measure the offset of the outside of the eccen- tric. The offset should be twice the throw. You can now drill, bore and ream the hole in the eccentric.
You now have enough basic knowledge to carry out turning between centres and work accurately on the faceplate. In the next chapter we will look at holding work in a collet and on a mandrel.
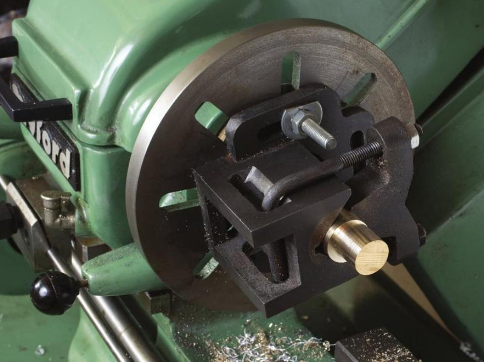
Using the Keats Vee angle plate to turn an eccentric component.The Keats Vee angle plate is mounted on the faceplate and is used to hold round bar, square bar and miscellaneous castings such as cylinders and steam chests.The angle plate can be mounted anywhere on the faceplate as long as the lathe can be rotated safely and is in balance. When spun by hand, the faceplate should not show a tendency to stop at any particular place; when run under power, the lathe should not vibrate.
As well as holding bar and castings for turning, the Keats Vee angle plate is very useful for making eccentric components such as the eccentrics for a steam engine.
To turn an eccentric, use a test indicator to check that the round bar is running reasonably true. When this is satisfactory, you can turn the outside diameter of the bar to fit the eccentric strap (or component), including any step or groove required. Next, offset the Keats Vee angle plate by the amount you want the eccentric ‘throw’ to be. Use the dial test indicator to measure the offset of the outside of the eccentric. The offset should be twice the throw. You can now drill, bore and ream the hole in the eccentric.
You now have enough basic knowledge to carry out turning between centres and work accurately on the faceplate. In the next chapter we will look at holding work in a collet and on a mandrel.