The CNC Milling work origin
Once a workpiece is placed on the bed of the milling machine or in the vice, it is essential that the position of the workpiece is accurately known. That way, the Con- trolled Point can be positioned and moved in relation to the workpiece to machine the various features.
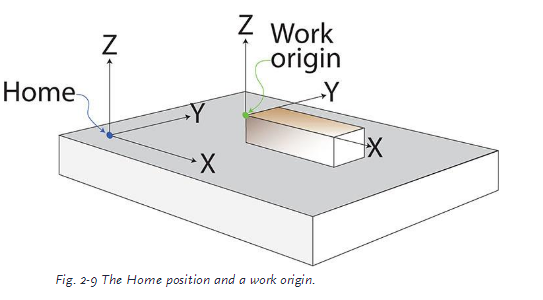
The machine will have a set of absolute coordinates, called machine coordinates, which will have an origin at (0, 0, 0), known as the Home position. If your mill has home switches, they can be used to set the position of Home. If not, the software will assume some Home position when it first starts up and will dis- play the current coordinates of the Controlled Point on the screen. Machines that do have home switches can be made to use a set of moves in a homing sequence to set Home for the machine coordinates by moving towards each home switch until it trips, then backing off slightly.
Once a workpiece is placed on the bed of the milling machine or in the vice, it is essential that the position of the workpiece is accurately known. That way, the Con- trolled Point can be positioned and moved in relation to the workpiece to machine the various features.
The machine will have a set of absolute coordinates, called machine coordinates, which will have an origin at (0, 0, 0), known as the Home position. If your mill has home switches, they can be used to set the position of Home. If not, the software will assume some Home position when it first starts up and will dis- play the current coordinates of the Controlled Point on the screen. Machines that do have home switches can be made to use a set of moves in a homing sequence to set Home for the machine coordinates by moving towards each home switch until it trips, then backing off slightly.
the X and Y axes. X values for the movement of the Controlled Point will be posi- tive from the origin to the right and negative from the origin to the left. Y values will be positive towards the back of the workpiece and negative from the origin towards
the front. Usually, the Z origin is set to the top surface of the workpiece, although this may vary, depending on the nature of the work and the machining operations to be carried out.