cnc turned parts-holding work is on the faceplate
Source:shengfe Date:2018-08-21 14:47
cnc turned parts-holding work is on the faceplate
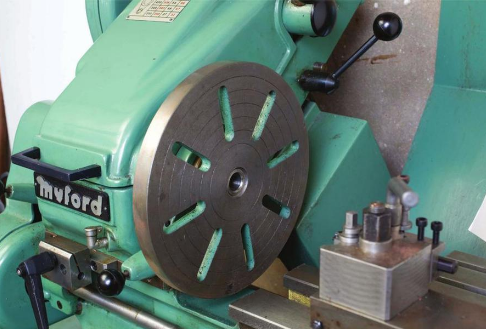
Another basic way of holding work is on the faceplate. This method is used when the component is too large or is awkwardly shaped and would be difficult to hold in a three-or four-jaw chuck. Usually the work is clamped directly onto the face- plate, often with a packing piece behind it to protect the faceplate.
The faceplate should be flat and true, so the first thing to do when you get the lathe is to check the faceplate with a dial test indicator. Carefully clean the mandrel nose and the internal hole in the faceplate. Make sure the mandrel can turn freely
by hand with the lathe switched off and check that the face of the faceplate is run- ning true as close to the outer edge as you can get. If it is running true, run the test indicator across the front face of the faceplate; this should be true as well.
If the faceplate is running out, it will need to be machined. Put the lathe into back gear if it has it (top back gear will probably be fine). You will need a carbide-tipped tool, ideally with a small 45-degree chamfer on the tip. Bring the tool up to the faceplate
and lock the carriage. Next you need to lightly face the faceplate right across its diameter. If you have a power cross feed it will make light work of this, but if not you can feed across by hand. Fortunately most faceplates have a series of rings on
them to aid in setting up the work. Machine the faceplate from the outside to the first ring and stop for a rest, feed to the second ring and so on until finished. De- pending upon how badly out your faceplate is, you may have to do this more than
once until it is cleaned up, but when it is done you will rarely need to do this exer- cise again.