CNC Turned Parts
Turning to a Specific Length and Diameter. Now we will turn a bar with a step on the end. To ensure that the step is the correct length, we will use a bed stop. This can be as simple as a block clamped to the lathe bed to stop the carriage moving any further. I use a simple home-made bed stop that does all I require.
Set the bed stop, then move the carriage until it touches the stop and lock it. Wind the top slide so that the tool is just touching the end of the bar and lock the carriage. For this exercise, we will make the step 16mm long and 12mm in diam- eter. Wind the top slide along 15.9mm. We can now rough out the step at each end. Turn the end down to about 0.2mm above the finished diameter by winding the
carriage back and forth. You can use the fine feed, but make sure you knock the feed off before the carriage reaches the stop and finish up to the stop by hand. Wind the top slide along the remaining 0.1mm to 12mm and finish the diameter to size and length, taking light cuts as previously. Don’t forget to clean up the face of the shoulder you have just turned.
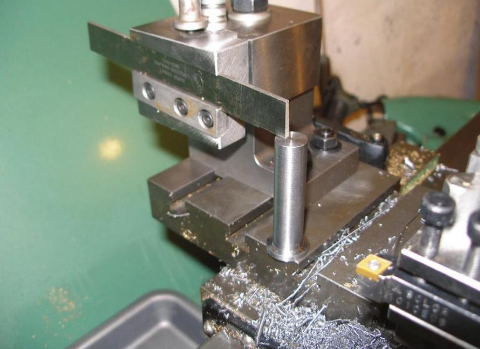
If you need to use a bed stop at the tailstock end of the lathe, a simple method of doing this is to use a bar placed on the lathe bed against the tailstock. The bar acts as a stop when the carriage is wound back towards the tailstock. This tailstock end bed stop is useful when you are turning a groove in a component and you need stops set at both the headstock and tailstock ends of the lathe.